-
 2
Ultra-High Temperature Composite Materials
2
Ultra-High Temperature Composite Materials
-
 3
TenCate MicroPly™ for Use with TC380
3
TenCate MicroPly™ for Use with TC380
-
 4
Cure Simulation of TenCate TC275-1 Epoxy Prepreg
4
Cure Simulation of TenCate TC275-1 Epoxy Prepreg
-
 5
TenCate TC275-1E Thermoset OOA Prepreg
5
TenCate TC275-1E Thermoset OOA Prepreg
-
 6
Satellite Payload and Launch Applications
6
Satellite Payload and Launch Applications
-
 7
Problem Solving Support
7
Problem Solving Support
-
 8
Highlight on People - Anita Mizusawa, Senior Field Technical Specialist
8
Highlight on People - Anita Mizusawa, Senior Field Technical Specialist
-
 9
Highlight on People - John Jackson, Technical Service Engineer
9
Highlight on People - John Jackson, Technical Service Engineer
-
 10
New Location for High-Performance Industrial UD Tapes
10
New Location for High-Performance Industrial UD Tapes
-
 11
2018 Event Calendar
11
2018 Event Calendar
Swipe to the next page
1 / 11
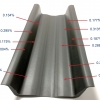
Ultra-High Temperature Composite Materials
We Can Take the Heat
QUALIFIED MATERIALS FOR HYPERSONIC AND SPACE
Crewed space vehicles, high-performance automotive, and hypersonic flight are driving interest in TenCate’s ultra-high temperature product range. TenCate has qualified materials on the Orion heat shield, F-35 Engine Ducts, a variety of missile structures, and select portions of space exploration vehicles including MESSENGER and Bepi Colombo.
High temperature resins available include:
> Cyanate esters—Most notably TC420, dry Tg 343°C (650°F)
> BMI—RS-8HT, dry Tg 310°C (590°F)
> Polyimides—In conjunction with our partner PROOF, with TC890 as high as dry Tg 454°C (850°F)
> Phthalonitrile (PN)—Being developed with NRL, dry Tg >454°C (>850°F)
> Non-MDA—PMR15 Product (PROOF 635LM, dry Tg 384°C (723°F)
Carbon fabric is the predominant product form adopted for these applications, available in either woven fabric or uni-directional tapes. Glass and quartz reinforcements are also available.
Customers also request organic precursor ceramic matrix composite (CMC) prepregs. Due to extensive experience with this material, TenCate can readily work with customers to develop CMC materials and applications to meet specific requirements.
As with TenCate's polyimide resin product lines, CMC precursor prepregs are based on products developed by our high temperature resin partner, PROOF Research™ Advanced Composites Division.


Swipe to the next page
2 / 11
TenCate MicroPly™ for Use with TC380
MicroPly™ Surfacing Film and Co-Cure Film Adhesive
The TenCate Expert Services team's quick response demonstrates performance compatibility with TenCate MicroPly™ TC310 and TC235SF-1
With the promotion of TenCate TC380 prepreg epoxy resin system for high-performance, high Compression After Impact (CAI) applications, customers are asking what ancillary products are next from the TenCate MicroPly™ product range.
From impressive eVtols and traditional aircraft to launch spacecraft applications such as the LOX tank, the breadth of customer applications for the TC380 range requires co-cured adhesive films and surfacing films for success.
One test is worth ONE THOUSAND expert opinions
Utilizing the TC380 data sheet cure, TenCate’s Expert Services team conducted tests with TenCate's MicroPly™ film adhesive TC310 and surfacing film TC235SF-1. The tests were a success, proving the bond interface with both ancillary products was smooth and micro-crack free, with the added benefit of TC235SF-1's sandable surface. Within days, our customers experienced the same outcome—beautiful parts of high complexity and curvature.
One test is worth one thousand expert opinions
Swipe to the next page
3 / 11
Cure Simulation of TenCate TC275-1 Epoxy Prepreg
Successful cure modeling of TenCate TC250, TC275-1, TC275, and TC1200
TenCate’s investment in RAVEN, a standalone software tool, enables our customers to gain efficiencies and accelerate product implementation by performing thermochemical and heat transfer analysis on a simplified representation of a part. Useful for both thermal compliance and cure cycle optimization, RAVEN saves time and cost by reducing trial-and-error testing.
Cure kinetics and rheology simulation is available within RAVEN’s open materials models library on several product forms (resin, UD tape, and fabric) for TenCate TC275-1, TC275, TC250 thermosets, and Cetex® TC1200 thermoplastic. This capability on TC380 is coming in June 2018.
From these inputs, RAVEN can predict, for any arbitrary temperature cycle:
| :> Degree of cure (or crystallinity) | :> Thermal lag |
| :> Cure rate | :> Exotherm |
| :> Resin viscosity | :> And more |
This software modeling is valuable in:
:> Determining adjusted cures needed for part material compatibilities (foams and co-cures)
> Replicating anomalous cures of a part cured for use in MRB
> Determining cure program adjustments necessary to overcome the thermal lag of the tools, breather, stack-up, and exotherm of the prepreg
The accompanying video is a tutorial by the RAVEN. For more information visit their website.
Swipe to the next page
4 / 11
TenCate TC275-1E Thermoset OOA Prepreg
Extended Out Life for More Time on the Tool
Longer Out Life—Comparable Mechanical performance
TenCate recently launched TC275-1E, an extended out life version of TenCate’s popular TC275-1 out-of-autoclave epoxy resin.
TC275-1E features the same mechanical properties as TC275-1 with a tack life of 21 days and an out life of 28 days with no drop in properties as measured by short beam shear testing.
| TC275-1 | TC275-1E | |
| Tack Life/Out time | 14/21 days | 21/28 days |
| Laminate Tg DMA Onset - dry | 186°C/367°F | 175°C/347°F |
| Laminate Tg DMA Onset - wet | 156°C/313°F | 152°C/306°F |
| Compression Strength - RTD | 1520 MPa/222 ksi | 1418 MPa/206 ksi |
| Open-Hole Compression - RTD | 332 MPa/48 ksi | 318 MPa/46 ksi |
| Open-Hole Compression - ETW | 315 MPa/46 ksi | 287 MPa/42 ksi |
Mechanical and Tg data using Grafil TR50S 15K 150 faw, UD tape 35% resin content
Swipe to the next page
5 / 11
Satellite Payload and Launch Applications
Choosing the Best Reinforcement
A Holistic Approach
Defining the “best” reinforcement for any application should start at the macroscopic (system) level, ensuring parameter optimization for each key attribute of the system.
Typical considerations for the best reinforcement include:
> Affordability—Highest value at minimum cost
> Heritage/design database—TenCate has more than 25 years of space flight heritage
> Manufacturing processes—Out-of-Autoclave (OOA) or Automated Fiber Placement (AFP)/Automated Tape Laying (ATL).
Read more about the down selection process, including reinforcements, here...


Swipe to the next page
6 / 11
Problem Solving Support
TenCate Advanced Composites' Expert Services
Material and Part Manufacturing Expertise
TenCate's Expert Services group's incomparable experience in materials and part manufacturing enables us to skillfully support our customers in new product introduction, problem analysis, and continuous improvements. The team's knowledge and training in problem solving techniques allows it to assist customers in identifying root causes and implementing immediate resolutions.
Expert Services support example
Customer concern: Wrinkles on a part being made.
First thoughts: Is the prepreg causing the wrinkles? This problem didn’t exist with a previous lot of material. Could this issue be specific to the current lot of material?
First investigation
Material observed after cutting and kitting. Result was no wrinkles in prepreg.
Second investigation
Step one: Review of part manufacturing work instructions revealed nothing unusual.
Step two: Engineer described the “room temperature debulk” processing.
Step three: Operator mentioned that their general processing specification also allowed hot debulks to save time. When the production schedule was full, hot debulking was used to save time.
Root cause
The hot debulk was causing wrinkles. The tooling was aluminum. The difference in CTE versus the composite part caused expansion. As the material cooled, the wrinkles appeared. Previous parts used only the room temperature debulking, and therefore did not exhibit wrinkling.

Swipe to the next page
7 / 11
Highlight on People - Anita Mizusawa, Senior Field Technical Specialist
| People that make a difference |
Anita Mizusawa, PhD (USA)
Senior Field Technical Specialist within TenCate Advanced Composites' Expert Services team, Anita Mizusawa PhD, offers more than 30 years of experience in polymers, adhesives, syntactics, prepregs, and other aerospace materials. Prior to joining TenCate in 2008, she worked as Director of Operations, VP of R&D, and Materials and Process Scientist. Anita is also the recipient of the Dexter Exceptional Achievement Award for creating Hysol EA9394 and its family of related aerospace adhesives including EA9396.
Anita's specialty is part manufacturing and identifying and solving material and processing related issues, using her Lean Six Sigma, problem-solving, and decision-making training.
Anita has been married for 30 years to Phil Alei, and lives in Carlsbad, near San Diego, California. Their lives and adventures include their two adult children.
Looking back, Anita says her career advice is to be a lifelong learner. Having enjoyed an interesting career in aerospace materials, she sees a bright future for women in STEM careers and hopes to mentor others in STEM careers.

Swipe to the next page
8 / 11
Highlight on People - John Jackson, Technical Service Engineer
| People that make a difference |
John Jackson (UK)
With a degree in Polymer Science and Technology, John has 33 years of experience in the advanced composite materials industry, working in a variety of technical, product development, quality, and sales positions at Cytec, Hexcel, Mitsubishi Grafil, and just prior to joining TenCate, in a manufacturing engineering role at Airbus and Spirit Aerostructures.
While John has spent the majority of his career working in Europe and Scandinavian markets, he has also worked in the United States, Malaysia, and India. He has experienced, firsthand, the global increase of composite materials use, driven by their low weight, high strength, and durability.
John sees innovation to increase performance and reduce process time and cost as key drivers to sustain that growth. Supporting this activity and meeting the varied challenges arising along the way are the attractions of working in his field technical role.
Married for 20 years to Nerys, John has two children and lives in Bwlchgwyn, North Wales. Outside of work, his family are currently renovating an old farmhouse on the Charente/Vienne border in southwest France.

Swipe to the next page
9 / 11
New Location for High-Performance Industrial UD Tapes
TenCate Cetex® Thermoplastic UD Tapes Available from Morgan Hill, CA, USA
Consolidation of Thermoplastic UD Tape Provision
Morgan Hill and Camarillo, CA, USA
TenCate Cetex® thermoplastic UD tapes for high-performance industrial applications has been successfully transferred from Baycomp, Burlington (Ontario), Canada to Morgan Hill (California), USA.
Materials now available from Morgan Hill:
|
> TenCate Cetex® TC910 PA6, > TenCate Cetex® TC930 HDPE, |
|
> TenCate Cetex® TC940 PET, > TenCate Cetex® TC960 PP, > TenCate Cetex® TC1105 PPS |
The primary contact for new and existing customers is Mary Jane Morris, Customer Service Manager, m.morris@tcac-usa.com. Customers can contact Mary Jane Morris at +1 408 776 0700 for new orders, pricing, and lead time for the above products.
These TenCate Cetex® products are actively supported by the TenCate Advanced Composites sales team.
Available from Camarillo, California, USA:
> TenCate Cetex® TC920 PC/ABS
> TenCate Cetex® CFRT® footwear/orthotic insole laminates
Customers interested in these products can contact tcpcsales@tencate.com or call +1 805 482 1722.
m.morris@tcac-usa.com
tcpcsales@tencate.com
Swipe to the next page
10 / 11
2018 Event Calendar
SAMPE, CHINA
Shanghai, China
May 16-18
SAMPE, LONG BEACH
Long Beach, CA, USA
May 21-24
FARNBOROUGH Air Show
Farnborough, UK
July 16-19
NORTHWEST SHOW
Portland, Oregon, USA
August 15-16
NORTHEAST SHOW
Wilmington, Massachusetts, USA
August 22-23
CAMX 2018
Dallas, USA
October 15-18
ITHEC
Bremen, Germany
October 30-31
Advanced Engineering
Birmingham, UK
October 31-November 1
Composites Europe
Stuttgart, Germany
November 6-8
Swipe to the next page
11 / 11
