-
 2
TenCate Advanced Composites Now Part of the Toray Family
2
TenCate Advanced Composites Now Part of the Toray Family
-
 3
Chopped Fiber Compression Molding
3
Chopped Fiber Compression Molding
-
 4
Top Five Compression Molding Questions
4
Top Five Compression Molding Questions
-
 5
The Power of Thermoplastic Composites in High-Volume Industrial Applications
5
The Power of Thermoplastic Composites in High-Volume Industrial Applications
-
 6
High-Performance Industrial Thermoplastic UD Lines Fully Operational in Morgan Hill
6
High-Performance Industrial Thermoplastic UD Lines Fully Operational in Morgan Hill
-
 7
Question and Answer with ORIBI Manufacturing
7
Question and Answer with ORIBI Manufacturing
-
 8
PEEK vs. PEKK vs. PAEK and Continuous Compression Molding
8
PEEK vs. PEKK vs. PAEK and Continuous Compression Molding
-
 9
The Hyperloop Concept - Transportation Redesigned
9
The Hyperloop Concept - Transportation Redesigned
-
 10
The Complete Tool Design
10
The Complete Tool Design
-
 11
AmberTool® Academy Flourishing Success
11
AmberTool® Academy Flourishing Success
-
 12
SAMPE Long Beach, California, USA
12
SAMPE Long Beach, California, USA
-
 13
People Focus - D. DeWayne Howell, Senior Applications Engineer
13
People Focus - D. DeWayne Howell, Senior Applications Engineer
-
 14
People Focus - Jed Illsley, Product Manager - Thermosets
14
People Focus - Jed Illsley, Product Manager - Thermosets
-
 15
2018 Event Calendar
15
2018 Event Calendar
Swipe to the next page
1 / 15
TenCate Advanced Composites Now Part of the Toray Family
Our Outlook to the Future
STEVE MEAD, CHIEF COMMERCIAL OFFICER, TENCATE ADVANCED COMPOSITES
In a personal address, Steve Mead, Chief Commercial Officer at TenCate Advanced Composites, introduces the company as part of the Toray family.
“I am honored to have the opportunity to share TenCate’s “look to the future” with you, as we are now part of the Toray family. In 2015, TenCate Advanced Composites, a part of 300+ year Dutch textiles company Royal TenCate, was acquired by a consortium of private equity investors led by Gilde, a leading mid-market private equity firm based in The Netherlands.
From 2015 to 2018, Gilde led TenCate through a period of tremendous growth. Although we’d always been a customer-centric organization, our new owners pushed us to a new level, ensuring everything we did was focused on improving the customer experience… ” read more here


Swipe to the next page
2 / 15
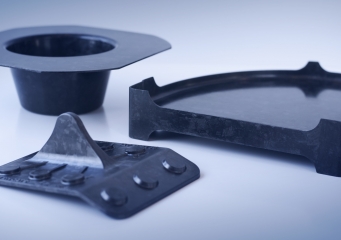
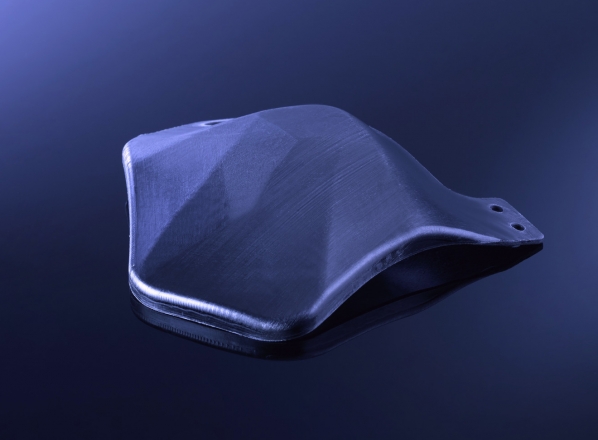
Chopped Fiber Compression Molding
Enables High-Volume Complex-Shaped Composite Part Fabrication
CUSTOMER SERVICE IS THE KEY TO OUR SUCCESS
TenCate Advanced Composites (through CCS Composites) is a valued supply chain partner offering compression molded parts, tailored to the demands of your application. Utilizing bulk molding compound (BMC) based on either thermoset or thermoplastic matrices, we offer part designers the flexibility to efficiently fabricate both highly specialized low-volume parts, as well as high-volume commercial parts.
TenCate has 20+ years of compression molding experience, backed by many achievements, such as supplying over 100,000 parts to the Boeing 737NG program alone. The key to our success is strong technical support. With our resin chemistry and BMC material expertise, we help our customers understand the vast engineering benefits and applications for compression molding in their operations to ensure success.
This article is a guide, created from our Expert Service’s years of experience helping first-time users understand where compression molding adds the most value. For additional guidance, please request a copy of the Compression Molding Design Guide on our website.
GENERAL FEATURE LIMITS AND TOLERANCE
| Feature | Limit/Tolerance |
| Dimensional Tolerance (General) | ±0.18 mm (0.007 in.) |
| Feature Tolerance (General) | ±0.13 mm (0.005 in.) |
| Thickness (Minimum) | 1.3 mm (0.050 in.) |
| Transition Radii (Minimum) | 0.6–1.2 mm (0.025–0.05 in.) |
| Draft on Vertical Walls | 1°–3° |
Swipe to the next page
3 / 15
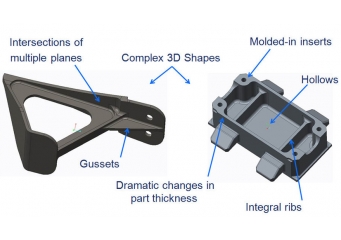
Top Five Compression Molding Questions
Advice from D. DeWayne Howell from our Expert Services Team
We explore five of the most asked questions, besides "how much will a compression molded part cost?"
Q1: How much thicker does a compression molded composite part have to be versus a metal part to achieve same stiffness? A1: The answer depends upon how the metal part is loaded. Is the part subjected to bending, tension, or compression loads? …
Q2: How much does tooling cost? A2: ... A rule-of-thumb for sufficient tooling return on investment is that the tool’s cost will be covered with 1000 production units...
Q3: Why does billet stock not truly replicate the 3D behavior of a compression molded part? A3: ... The BMC layer in the compression molding tool is a near quasi-isotropic fiber dominated lay-up in the plane of the plate, but resin dominated through the thickness. Therefore, if the machined part has a feature that needs strength in the direction out of plane, this cannot be attained…
Q4: How does one learn if compression molded parts are viable? A4: The best place to start is to request a copy of the TenCate Compression Molding Design Guide, from our online resource center at www.tencatecomposites.com/guides.
Q5: How do I structurally analyze a discontinuous fiber compression molded part? A5: ... With fiber orientation assumptions, an orthotropic FEA model can be created.
Lightweight Complex Parts
Swipe to the next page
4 / 15
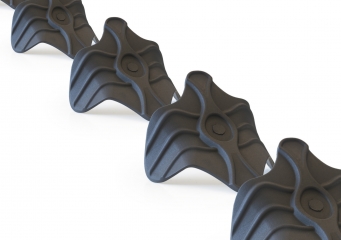
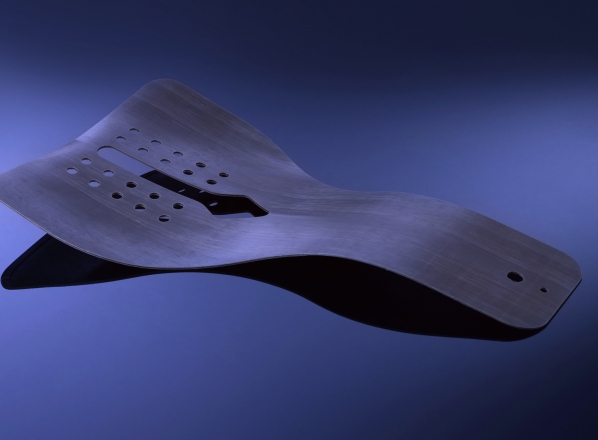
The Power of Thermoplastic Composites in High-Volume Industrial Applications
Material and Molding Capabilities of TenCate Cetex® CFRT® Thermoplastics
CROSS MARKET FLEXIBILITY
TenCate Cetex® thermoplastic chopped tape is an ideal high-volume, cost-effective solution for diverse industrial applications, from under foot to under carriages. Thermoplastic parts can be designed with PP, PET, or PA6 chopped carbon or glass fibers and allow for:
> Tapered edges
> Variable thicknesses
> Variable rigidity
> Integral ribs and surface textures
Thermoplastic’s design freedom provides improved strength over normal injection-molded plastics while still allowing injection overmolding of fine details, such as clips or secondary features.
Thermoplastic composite parts can be fine-tuned for optimized mechanical properties and kitted for high volume production of hundreds per hour. Parts and tools can be designed with minimal flashing to minimize waste and to provide efficient post-processing to final form.
Call TenCate Performance Composites to discuss your part design with a thermoplastic composite expert. TenCate Performance Composites' legacy includes more than 200 million parts in industries as diverse as recreational footwear to consumer electronics to automotive applications.



Swipe to the next page
5 / 15
High-Performance Industrial Thermoplastic UD Lines Fully Operational in Morgan Hill
California, USA
UNI-DIRECTIONAL TAPE Manufacturing Expertise
Two thermoplastic uni-directional tape lines from our former Burlington, Ontario, Canada, facility were transferred to our Thermoplastic Center of Excellence in Morgan Hill, California, USA, significantly increasing the center’s product range.
The following thermoplastic UD tape products are now available from our Morgan Hill (USA) or Langley Mill (UK) customer service teams:
TenCate Cetex® TC910 PA6, Carbon 131gsm FAW, 40% RC, 6.5”, Natural
TenCate Cetex® TC910 PA6, Glass 262gsm FAW, 40% RC, 6.5”, Black
TenCate Cetex® TC930 HDPE, Glass 352gsm FAW, 53% RC, 6.5”, Brown
TenCate Cetex® TC940 PET, Glass 276gsm FAW, 40% RC, 6.5”, Black
TenCate Cetex® TC960 PP, Glass 233gsm FAW, 40% RC, 6.5”, Black
The primary contact for North America/Asia/Pacific is Mary Jane Morris, Customer Service Manager, info@tcac-usa.com or call +1 408 776 0700. For Europe/Middle East/Africa please email tcacsales@tencate.com or call +44 1773 530899.
All consumer electronic laminates (TenCate Cetex® TC920 PC/ABS), as well as footwear and orthotics laminates, will continue to be made and shipped from our Camarillo, California, USA facility. Please contact tcpcsales@tencate.com or call +1 805 482 1722.

Swipe to the next page
6 / 15
Question and Answer with ORIBI Manufacturing
Matt Christensen, Chief Commercial Officer
ORIBI Manufacturing is a unique company specializing in thermoplastic composite fabrication for industrial applications. Matt Christensen, Chief Commercial Officer from ORIBI Manufacturing provides some insight on the trends and opportunities. Through the utilization of highly automated assembly, uni-directional Continuous Fiber Reinforced ThermoPlastic (CFR-TP) materials are leveraged, delivering highly scalable, predictable, and tight tolerance advanced composite parts.
Read on for a Q&A with Matt Christensen, Chief Commercial Officer…
Abstract: Q3: On processing, describe the general process and maybe the fast cycle times thermoplastics offer. How different or alike are the processes from metal stamp forming? A3: The process is most like stamp metal forming, but instead of using sheet metal, we essentially use blanks of uni-directional CFR-TPs. Our process does require a matched-metal two-piece tooling system which we develop and build in-house. Tooling costs vary by size and complexity of the part, but we have a lifetime guarantee on the tool so if a customer wears one out through manufacturing, we will make a replacement at no extra cost. We have some tools that have over 200,000 parts made and are still functioning very well.

Swipe to the next page
7 / 15
PEEK vs. PEKK vs. PAEK and Continuous Compression Molding
Overview of Composites World Blog Post
Composites World interviewed key members of TenCate Advanced Composites’ Technology group for a recent blog post. In it they discussed thermoplastic tapes and the advancement of processing techniques such as in-situ consolidation. Here is a look at what we shared regarding which polymers and processing technologies we feel offer the best potential.
Abstract: Low Melt PAEK is a potential alternative to PEKK and PEEK in the quest for faster processing. Dr. Hans Luinge, director of Thermoplastic Composites Research and Product Development, recapped the difference in melt temperatures:
> TenCate Cetex® TC1225 Carbon fiber (CF)/LM PAEK tape 305°C (581°F)
> TenCate Cetex® TC1320 CF/PEKK tape 340°C (644°F)
> TenCate Cetex® TC1200 CF/PEEK tape 350°C (662°F)
“Cetex TC1225 LM PAEK was introduced in the TAPAS1 development program,” Luinge says. He shared how Airbus Nantes exhibited a fuselage panel with integrated stiffeners at the 2013 Paris Air Show. It was fabricated using the [TenCate Cetex® TC1225/Carbon] PAEK tape. Press-formed omega and butt-jointed T stringer elements made with automated fiber placement (AFP) were welded to the skin.
“Low-melt PAEK works well in AFP, stamp forming, and welding,” says TenCate Global Chief Technology Officer Scott Unger. He explained TC1225 LM PAEK holds promise for in-situ consolidation. There are two key factors to consider when choosing a product: tape quality and how well the matrix resin and fiber are distributed in the UD tape.
“Our tape is extremely consistent with 0 to 0.5% voids maximum,” says TenCate Director of Expert Services EU Winand Kok. “Our tape thickness is also very consistent, which is why we can achieve very accurate ply thicknesses in consolidated laminates. This consistency is also important for thermoplastic welding processes and in-situ consolidation.”
Swipe to the next page
8 / 15
The Hyperloop Concept - Transportation Redesigned
Delft Hyperloop Speed Feasibility Demonstration at the SpaceX Hyperloop Competition III
Unveiled by Elon Musk in 2013, the Hyperloop concept is a futuristic high-speed ground transport and transit system, with vehicles/pods traveling in a system of near-vacuum tubes at speeds over 1000 km/h (800 mph). The Hyperloop Competition III last month at SpaceX’s Hawthorne facility demonstrated speed feasibility. Competing with student teams from across the world, Delft Hyperloop’s Atlas 01 pod won second place, coming in under the winner’s speed top speed of 467 km/h (290 mph).
Delft Hyperloop’s pod launcher design features a full composite 2350 x 300 mm chassis weighing only 15 kg, and carbon fiber battery case. The pod’s launcher was manufactured with TenCate's 8020 epoxy-based carbon fiber woven and uni-directional prepregs, donated by TenCate Advanced Composites’ European Centre of Excellence for Thermoset Systems, based in Langley Mill (Nottingham, UK).
Swipe to the next page
9 / 15
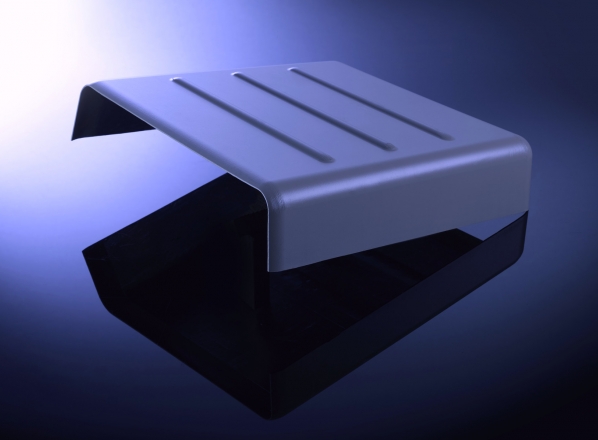
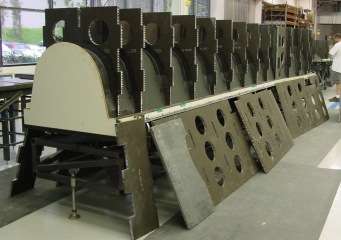
The Complete Tool Design
Utilization of Backing Structures to Provide Strength and Stiffness to Composite Molds
Backing structures can be used to increase strength and stiffness on composite mold tools.
Key considerations when designing tooling backing structures include:
- Tolerances: What are the demands from the final part design?
- Environment: What are the processing conditions? E.g., ambient, oven, or autoclave.
- Matching CTE: The backing structure should match as closely as possible to the tool.
- Attitude: How is the mold tool presented for its primary function?
- Airflow: This encourages even heat distribution.
- Connection: Consider the interface and movement between the mold tool shell and its backing structure.
These considerations offer the best opportunity to match the physical properties of the mold and utilize standard products readily available to our customers, such as TenCate AmberTool HX42.
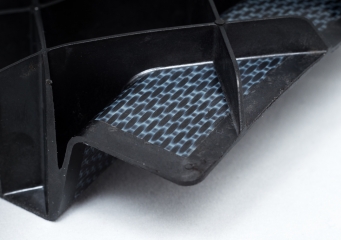
Choosing the “Egg Crate” Technique
A popular method for stiffening mold tools is the “Egg Crate” technique, where a cellular support structure is created with panels using materials similar to those used in the mold tool construction. Typical example: Carbon/epoxy prepreg mold panels could be made from monolithic carbon/epoxy prepreg laminates or sandwich panels utilizing carbon/epoxy skins.

Swipe to the next page
10 / 15
AmberTool® Academy Flourishing Success
TenCate Advanced Composites’ Tooling Academy took place at our Morgan Hill, California, USA, facility on June 12 and 13. Twenty graduates representing six customers and several of our summer interns participated.
The class featured an upgraded curriculum focused on the products and practices required for TenCate AmberTool® HX42 composite tool creation. It also included new tool sets with more complex features, allowing students to learn about many issues they will encounter in their composite tooling builds.
The academy included a full facility tour and evaluation of the three tools made during the course. In the end, the team that took the longest to complete the build produced the highest quality tool. All graduates received certificates of completion, a binder of all the presentation materials, and the TenCate AmberTool® Processing Guide. Many attendees can use this course for CPE credits.
We’d like to thank our participants and instructors FortORDWorks President Joe Johnson, Abaris Training Instructor Lou Dorworth, and TenCate Expert Services team member Jimmy Shedden. The next Tooling Academy will be held either Fall 2018 or Spring 2019 (depending on demand).
Composite Tool Creation
Focus on Products and Practices
Swipe to the next page
11 / 15
SAMPE Long Beach, California, USA
TECHNICAL PAPER REVIEW
Several papers mentioned TenCate Advanced Composite materials at SAMPE Long Beach, California, USA.
Aurora Flight Sciences and the University of Massachusetts Lowell presented “Automated Manufacturing of Composite Pressure Vessels,” a paper describing the creation of a self-healing composite that resists microcracking development through a unique process of embedding microchannels in a laminate. TenCate’s EX-1515 cyanate ester prepreg with IM7 fiber was evaluated in this unique laminate. SAMPE members may visit www.sampe.org and download this paper for free.
The University of South Carolina’s McNair Center, in sponsorship with NASA, presented a paper titled “Ultrasonic Non-Destructive Evaluation and Health Monitoring of a Composite Plate.” This paper evaluated 3D phased array ultrasonic inspection as a technique for evaluating in-service damage to thermoplastic laminates. TenCate Cetex® TC1100 PPS prepreg was evaluated as the baseline composite laminate in this technical paper. SAMPE members may visit www.sampe.org and download this paper for free.
TenCate Advanced Composites will attend SAMPE in Southampton, UK, Sept. 11-13, 2018.
sampe europe
Southampton, UK
September 11-13
Hilton Ageas Bowl
Swipe to the next page
12 / 15
People Focus - D. DeWayne Howell, Senior Applications Engineer
D. DEWAYNE HOWELL (USA)
A University of Cincinnati graduate with a degree in Aerospace Engineering, DeWayne Howell is a Senior Applications Engineer and Project Manager in the Expert Services Group, specializing in thermoplastic materials, part design, and structural analysis. DeWayne began his 30-year career in composites at NASA working on advanced space shuttle designs before moving to Hercules Aerospace (now Northrup Grumman) to design and analyze structures, including pressure vessels, aircraft, and Howitzer cannons. After Hercules, DeWayne worked for several small composite structure fabricators, designing, analyzing, and fabricating structures such as robotic arms, automotive chassis, drive shafts, flywheels, and an entire filament wound golf shaft product line. DeWayne also served as an independent consultant, developing, authoring, marketing, and selling popular composite structures design and analysis software CompositePro (now Autodesk Helius Composite). He also worked for Fiberforge, before coming to TenCate in 2013.
DeWayne is married with three children. He lives in Denver, Colorado, USA, and enjoys hiking, backpacking, camping, and world travel.

Swipe to the next page
13 / 15
People Focus - Jed Illsley, Product Manager - Thermosets
| People that make a difference |
JED ILLSLEY (UK)
With a recent degree in Business Studies supported by TenCate Advanced Composites, Jed Illsley brings 40 years of experience in the advanced composite materials industry to his role as Product Manager-Thermosets.
Throughout his career, Jed’s worked in a variety of production, technical support, and sales positions at ACG (now Solvay) and Amber Composites (now TenCate Advanced Composites), working across the UK and Europe to China. Jed's hands-on experience, from Formula 1 to aerospace, furnished him with the skills and knowledge to support customers through their composite journeys.
Jed is excited about the new opportunities as TenCate Advanced Composites joins the Toray family as well as the increased development of composite tooling in response to the huge growth in aerospace demand. With tooling being a first step with customers, Jed enjoys supporting them from project concept through to production. His support also serves to connect project development from tooling to component material specifications.
Married for 33 years, Jed has three children and one grandchild, and lives in Belper, Derbyshire. Outside of work, he enjoys music, sampling the local microbreweries beer, and rugby.

Swipe to the next page
14 / 15
2018 Event Calendar
NORTHWEST SHOW
Portland, Oregon, USA
August 15-16
NORTHEAST SHOW
Wilmington, Massachusetts, USA
August 22-23
CAMX 2018
Dallas, USA
October 15-18
ITHEC
Bremen, Germany
October 30-31
Advanced Engineering
Birmingham, UK
October 31-November 1
Composites Europe
Stuttgart, Germany
November 6-8
Swipe to the next page
15 / 15
